
Стремясь удовлетворить все возрастающие требования, разработчики оборудования СКС постоянно работают над улучшением параметров своей продукции и, в первую очередь, над увеличением ее пропускной способности. Одним из важнейших направлений является совершенствование конструкции элементной базы.
Cогласно действующим нормативно-техническим документам СКС, тракт передачи информации образуется последовательным соединением нескольких кабелей различных видов (в простейшем случае — линейный кабель плюс два оконечных шнура). Подключение этих компонентов друг к другу и к сетевому оборудованию осуществляется с помощью разъемных соединителей. Таким образом, разъем имеет критически важное значение для обеспечения надлежащего качества передаваемого сигнала наравне с кабелями. Более того, стандарты предъявляют к данному элементу тракта даже несколько более жесткие требования. Например, в соответствии с американским стандартом TIA/EIA-568-B.2 на частоте 100 МГц параметр NEXT горизонтального четырехпарного кабеля Категории 5е должен составлять не менее 35,3 дБ, тогда как для разъема этой же категории, независимо от вида его исполнения, минимально допустимое значение переходного затухания равно 43,0 дБ. Такой подход вполне логичен и объясним, поскольку обусловлен стремлением к достижению в точке соединения отдельных кабелей определенных запасов по помехоустойчивости. Предусмотренные стандартами запасы необходимы для компенсации неизбежных погрешностей монтажа во время установки кабельной системы. Следующий по значимости фактор — необходимость демпфирования естественной деградации параметров соединителя в процессе эксплуатации главным образом вследствие механического износа в момент включения и отключения контактирующих между собой токопроводящих деталей вилки и розетки, а также их загрязнения. Кроме того, немаловажное значение имеет то обстоятельство, что при организации коммутационного поля по схеме cross-connect мощность составляющей обычной и суммарной переходной помехи на ближнем конце возрастает на 3 дБ. Указанная составляющая определяется подключением коммутационного шнура одновременно к двум близкорасположенным розеткам разъемов — компонентов тракта СКС.
В 2002 г. были приняты новые редакции американского, европейского и международного вариантов основного стандарта СКС. В отличие от оптической подсистемы эти документы, как и их прежние версии, не содержат каких-либо прямых указаний в отношении типа разъемного соединителя горизонтальной и магистральной подсистемы, линейная часть которых реализована на основе медножильных кабелей из витых пар. На сегодняшний день известно большое количество оригинальных серийных и опытных изделий, чьи технические параметры вполне позволяют использовать их при построении структурированной кабельной проводки. Тем не менее в трактах, где предполагается функционирование высокоскоростных приложений классов D и Е с применением, соответственно, элементной базы Категорий 5е и 6 (обозначение категорий базируется на классификации американского стандарта TIA/EIA-568-B), доминирующее положение занимают разъемы модульного типа. Элементная база данной разновидности в своей исходной форме разрабатывалась еще до появления первых СКС и предназначалась для систем связи, где верхняя граничная частота передаваемого сигнала не превышала 3 МГц. Однако великолепные эксплуатационные свойства этого соединителя в сочетании с хорошими массогабаритными и ценовыми показателями, а также наличие огромного парка разнообразного сетевого оборудования, интерфейсная часть которого реализована на основе гнезда модульного разъема, не позволяют теперь отказаться от использования разъемов модульного типа даже в системах, работающих на частотах 100—250 МГц, т. е. фактически на два порядка выше.
Для достижения требуемых качественных характеристик тракта передачи информации и их поддержания в течение гарантированного срока эксплуатации нормативно-технические документы требуют от производителей безусловного выполнения ряда параметров для разъемов, что достигается самыми разными способами и составляет отдельное техническое направление. Мы ограничимся рассмотрением решений по обеспечению, пожалуй, самого критичного с точки зрения стандартов параметра: заданной величины переходных влияний на ближнем конце (параметры NEXT и PS-NEXT), которые различные производители оборудования используют для построения СКС при разработке вилок модульных разъемов.
Принципы подавления и особенности реализации
В серийно выпускаемой продукции нашло воплощение достаточно большое количество принципов и методов обеспечения задаваемых стандартами значений параметра NEXT. С учетом природы возникновения переходной помехи полную совокупность известных решений можно классифицировать в соответствии со следующими основными группами:
- минимизация чувствительности отдельных цепей передачи сигнала как приемника внешнего электромагнитного излучения и для самой вилки, и для терминируемого кабеля в области ее установки;
- увеличение расстояния между токоведущими элементами, по которым передаются сигналы отдельных пар кабеля;
- применение различных экранирующих компонентов.
Перечисленные механизмы минимизации мощности переходной помехи полностью независимы и могут дополнять друг друга. С учетом этого отдельные производители часто совмещают в своих конструкциях несколько технических решений, благодаря чему в совокупности достигается более эффективное подавление переходной помехи.
Конструкция модульного разъема в общем и его вилки в частности нормируется на международном уровне стандартами серии ISO/ IEC 60603-7, согласно которым корпус вилки можно условно разделить по длине на две примерно равные части.
Головная часть непосредственно контактирует с установочным гнездом розетки и в изделиях классической конструкции имеет несколько меньшие размеры. Ее основными функциональными компонентами являются фиксирующая защелка пластинчатого типа и не выходящие за габарит восемь рабочих контактов. Из-за необходимости соблюдения требования совместимости с продукцией различных марок и поддержания свойства обратной совместимости с разработанными ранее менее производительными вариантами разъемов, даже незначительные внешние модификации этой части корпуса, в смысле изменения ее форм-фактора, недопустимы.
Задняя часть корпуса в рабочем положении находится вне гнезда розетки, а ее основные функции заключаются в обеспечении крепления вилки к кабелю. Конкретное исполнение задней части корпуса практически не нормируется стандартами серии IEC 60603-7 и может варьироваться в очень широких пределах в зависимости от преследуемых разработчиком целей.
С учетом перечисленных выше особенностей конструктивные и технологические меры могут быть разделены на усовершенствования в передней и задней частях корпуса в целях получения новых свойств по характеристикам переходной помехи. Все нововведения в передней части должны выполняться исключительно без выхода за габариты корпуса, тогда как для задней части вилки подобных ограничений не существует.
Конструкции с сохранением подачи проводников
Процесс разделки шнура перед установкой на него вилки модульного разъема классической конструкции подробно регламентирован известными нормативно-техническими документами общего применения. Так, в частности, стандарт ISO/IEC 11801:1995 определяет номинальную общую длину линейной раскладки проводников отдельных витых пар перед монтажом вилки Категории 5 (прежней, неусовершенствованной) со схемой разводки серий 568 в 14±1 мм. Нарушение структуры витков и параллельное расположение проводов на значительном протяжении приводят к заметному возрастанию мощности переходной помехи, и поэтому одной из популярных мер с целью достижения заданных значений NEXT для разъема является уменьшение величины этого параметра. Более того, минимизация длины расплетения не только целесообразна, но и логична для специалиста даже на интуитивном уровне хотя бы потому, что длина области собственно контактов в вилках составляет по стандарту IEC-60603-7 не более 4-5 мм. «Прямолинейное» уменьшение длины области линейной раскладки по сравнению с рекомендациями стандарта ISO/IEC 11801:1995 в вилках классической конструкции не представляется возможным. Это обусловлено, прежде всего, тем, что в условиях массового серийного производства довольно высокая жесткость отдельных проводников витых пар в сочетании с большой длиной установочного гнезда не позволяет простыми средствами правильно выровнять их перед подключением ножей контактов.
Проблема правильного ввода проводников в направляющие каналы оконцевателя с одновременным уменьшением длины области их линейной раскладки решается при помощи так называемых вилок с коротким корпусом (short body). В этих конструкциях габариты установочного гнезда сокращены до минимума, а задача крепления к кабелю решается другими средствами, которые рассматриваются далее.
Отдельного упоминания заслуживает оригинальный принцип уменьшения длины области параллельной линейной укладки отдельных проводников в модульных вилках типа EZ-RJ45, выпускаемых хорошо известной в мире, однако практически не представленной на российском рынке американской компанией Leviton. От других изделий они отличаются наличием каналов для ввода отдельных проводов терминируемого кабеля, открытых с передней стороны корпуса, а не слепых, как у остальных вилок. Минимизация протяженности области, где нарушается машинная скрутка пар, достигается за счет того, что в процессе монтажа линейная параллельная раскладка проводников производится на длине более 15 мм, однако кабель максимально полно вдвигается внутрь корпуса к ножам оконцевателя рабочих контактов. Это оказывается возможным благодаря его подтягиванию за выступающие из корпуса концы проводов. Установка выполняется с помощью фирменного обжимного инструмента, который наряду с операцией кримпирования одновременно обрезает выступающие проводники.
Гораздо чаще проблема максимально полного сохранения структуры витков отдельных пар при изготовлении шнуров решается следующим образом. В машиностроении для получения высокой точности взаимного расположения деталей перед их креплением нередко используется позиционирование по кондуктору. В данном случае роль такого приспособления в одноразовом исполнении выполняют промежуточные технологические вставки (load bar или management bar, согласно терминологии некоторых производителей). В процессе изготовления шнура в направляющие каналы этого элемента сначала тем или иным способом в нужной последовательности укладываются проводники. Во время укладки вставку располагают максимально близко к оболочке кабеля или продвигают к ней непосредственно по окончании работы. В тех ситуациях, когда технология установки вставки предусматривает ее дополнительное смещение к обрезу оболочки, выступающие излишки проводников монтажник срезает бокорезами, а при машинной сборке это делает автоматический инструмент. Полученная структура вводится в установочное гнездо корпуса вилки в соответствующий паз в области контактов, после чего операция кримпирования осуществляется обычным образом.

Рисунок 1. Раскладка проводников витых пар:
а) с одноуровневой технологической вставкой; б) в вилках классической конструкции.
Рассмотренная технология оконцевания кабелей позволяет без изменения форм-фактора корпуса уменьшить длину нарушения фабричной скрутки витых пар до 4-5 мм (некоторые производители заявляют даже значение 1/8 дюйма, т. е. немногим более 3 мм), что существенно улучшает параметры разъема по переходным помехам. Характерным внешним отличительным признаком вилок с длинным корпусом и технологической вставкой является увеличение глубины захода оболочки кабеля в установочное гнездо до 12—15 мм против типичных для классических конструкций значений 6—8 мм, что достигается за счет соответствующего уменьшения длины области линейной раскладки проводников (см. Рисунок 1). Это хорошо заметно в случае использования прозрачного пластика при изготовлении корпуса вилки.
Вследствие особенностей конструктивной реализации первое массовое изделие этой разновидности может быть названо вставкой щелевого типа. Оно представляет собой плоский тонкостенный корпус-обойму с сечением прямоугольной формы, высотой немногим более диаметра проводника витой пары и глубиной от 2 до 6 мм. Внутри корпуса имеется несколько параллельных перемычек или выступов, совокупность которых образует индивидуальные направляющие каналы для ввода в них проводников витых пар. В большинстве случаев этот элемент изготавливается из прозрачного пластика, что позволяет визуально контролировать правильность раскладки проводников и проверять схему разводки. Для производителя модульных разъемов преимуществом использования вставок с одноуровневым расположением проводов является то, что требуется только минимальная переработка внутренней конструкции гнездовой части вилки.
Вставки щелевого типа имеют два основных варианта конструктивного исполнения. В первом из них корпус выполнен в форме замкнутой рамки и проводники в направляющие каналы вводятся с торцевой части. Во втором применяемая схема основана на полном или частичном отказе от установки на обойме верхней стенки. Такое исполнение в виде П-образной детали позволяет осуществить плоскую укладку проводников терминируемого кабеля. Во встречающихся комбинированных вариантах одновременно содержатся открытые и закрытые каналы. Для увеличения эффективности фиксации в соответствии с закрытой схемой выполняются каналы для наиболее неудобных с точки зрения выравнивания в рабочем положении проводников внешних пар 1 и 4.
При разработке дизайна вставки могут предусматриваться отдельные усовершенствования, цель которых — обеспечение удобства процесса терминирования кабеля, поэтому столь же успешно они могут применяться в рассмотренных далее вставках с многоуровневым расположением проводников. В качестве примера достойны упоминания следующие решения. Первое из них заключается в том, что корпус вставки снабжается длинными задними боковыми направляющими, в рабочем положении они охватывают оболочку кабеля с двух сторон, и монтажник с их помощью удерживает вставку с проводниками при ее установке в вилку. Точность заданной глубины ввода такой вставки в вилку обеспечивается наличием выступа-защелки на направляющей входящего в соответствующий внутренний паз гнезда (тайваньская фирма HCI). Второе решение основано на том, что входной конец направляющих пазов или отверстий имеет конусообразное расширение-ловушку, индивидуальное для каждого провода (американская компания) или общее для всех восьми проводников (например, тайваньская компания Teck Industries).
Технология сборки вилок с промежуточной вставкой приобрела достаточно большую популярность среди разработчиков высокочастотных разъемов модульного типа в конце 90-х гг. прошлого века в связи с началом массового внедрения в практику кабельных систем Категории 5е с заметно более жесткими (по сравнению с прежними СКС) требованиями в отношении переходных помех. Немалым достоинством технологии является то, что она позволяет с достаточно высоким качеством изготавливать коммутационные шнуры для кабельных трактов передачи сигналов с гигабитными скоростями непосредственно на объекте монтажа. Справедливости ради отметим, что предназначенные для полевой сборки вилки, даже с параметрами Категории 5е, пока не получили широкого распространения из-за сложностей обеспечения — и, самое главное, отсутствия до последнего времени самой возможности — объективного инструментального контроля качественных показателей шнура вне заводской лаборатории. Более того, основная масса производителей СКС не разрешает применять шнуры Категорий 5е в передаваемых на гарантию системах, самостоятельно изготовленных обученными монтажниками сертифицированного системного интегратора. Самостоятельная сборка шнуров Категории 6 разрешается только в системе Classix компании RiT Technologies.
Вставки с многоуровневым вводом проводников
В последнее время все большую популярность приобретает установка вставок с корпусом увеличенной высоты, в котором предусмотрены индивидуальные каналы для ввода в них проводников терминируемого кабеля. Главным достоинством данной конструкции может считаться возможность размещения направляющих каналов на нескольких уровнях — очень перспективный подход в целях улучшения ряда параметров готового изделия. Особенность данного компонента в том, что из-за его больших габаритов может потребоваться существенная переработка дизайна передней части установочного гнезда вилки. Более того, такая вставка способна быть силовым элементом корпуса вилки и содержать оконцеватели и рабочие контакты. Подобная конструктивная схема использована, например, в изделиях Категории 6 компании Reichle & De-Massari.
В простейших вставках рассматриваемой разновидности направляющие каналы с четными номерами смещены вниз относительно каналов с нечетными номерами примерно на 1,5-2 мм. Даже такое несложное усовершенствование дает существенно большую свободу перемещения проводников во время установки и позволяет добиться уменьшения длины области их линейного расположения.
Вследствие больших габаритов вставок с многоуровневым вводом проводников разработчик может создавать конструкции с рядом новых полезных свойств. Так, например, в вилках компании Reichle & De-Massari устранен один из основных недостатков одноуровневых вставок с плоской схемой укладки, а именно: достаточно невысокая эффективность их удержания в нужном положении. В вилках Категории 6 этого производителя пластиковые фиксирующие выступы в направляющих каналах действуют непосредственно на изоляцию проводника. В той же конструкции, благодаря увеличенной ширине канала, последний виток наиболее сильно влияющих друг на друга пар 2 и 3 находится непосредственно в теле вставки всего за 2 мм до контакта оконцевателя.
В случае использования многоуровневой вставки разработчик имеет возможность варьировать ориентацию плоскости ввода проводников отдельных витых пар и получать требуемый охват проводников 4 и 5 при заметно меньшей величине раскрытия проводников контактов 3 и 6. В соответствии с этим принципом сконструированы вилки Категории 6 компании Reichle & De-Massari, в которых плоскости ввода витых пар 1 и 4 перпендикулярны плоскости ввода витых пар 2 и 3.
Вставки с многоуровневым вводом могут содержать каналы для пары проводников (вилки Категории 6 системы Classix компании RiT Technologies, изготовленные по технологии Precision Placement Technology, PPT). Однако и здесь в концевой части каждого канала предусматривается разделитель для правильной подачи отдельных проводников к ножам оконцевателей рабочих контактов.
Конструкции с внутренними токоведущими элементами
В процессе установки на кабель вилки классической конструкции раскладка проводников витых пар перед их подключением к ножам оконцевателя осуществляется вручную, поэтому величина получаемых электромагнитных параметров в значительной степени зависит от уровня квалификации монтажника и его физической формы в момент выполнения соответствующих технологических операций. Для уменьшения такой зависимости в некоторых современных конструкциях подача пар на оконцеватели производится без их развивки, а требуемая стандартами схема подключения проводников к рабочим контактам обеспечивается за счет использования внутренних токоведущих элементов. Характерным отличительным признаком решений этой группы является вынос ножей оконцевателя из передней части корпуса вилки в заднюю, что, в свою очередь, часто требует радикального изменения конструкции установочного гнезда.
В числе преимуществ вилок, конструкция которых не предусматривает ввод проводников витых пар в переднюю часть корпуса, назовем следующие:
- ограничение простыми средствами длины области нарушения фабричной скрутки витых пар кабеля до величин 3—5 мм;
- применение для подачи сигнала от витых пар на рабочие контакты механически стабильных токоведущих элементов, изготовленных с прецизионной точностью по размерам и позиционированию, что обеспечивает высокую эффективность подавления переходной помехи и постоянство параметра NEXT в процессе эксплуатации;
- расположение токоведущих элементов и, в случае необходимости, ножей оконцевателя в разных плоскостях с целью максимального разнесения цепей передачи сигналов и соблюдения их симметрии для снижения влияния через третьи цепи.
Передача сигналов от ножей оконцевателя к рабочим контактам вилки в серийных изделиях осуществляется на основе различных конструктивных схем.
В вилках так называемой промежуточной Категории 6 системы Quantum, выпускаемых до 2001 г. компанией АМР, передача сигналов от витых пар кабеля к рабочим контактам осуществляется по токоведущим дорожкам печатной платы прямоугольной формы, встраиваемой в корпус. В данном случае скрещивание проводников и разнесение влияющих цепей обеспечиваются за счет использования для их организации различных слоев платы.
Модернизация механизмов фиксации кабеля
Механическая фиксация кабеля в вилке классической конструкции осуществляется зажимом в виде плоской планки длиной около 7 мм. Этот элемент является интегральной составной частью корпуса и крепится к нему только одной длинной стороной. Под действием толкателя ручного кримпирующего инструмента или штампа полуавтоматического пресса он продвигается внутрь корпуса с поворотом вокруг стороны крепления примерно на 900. Благодаря достигаемому усилию расклинивания кабель прижимается к нижней стенке установочного гнезда. Такой принцип крепления, изначально рассчитанный на плоский телефонный кабель, оборачивается значительной деформацией оболочек отдельных проводников, что, однако, не оказывает какого-либо заметного влияния на процесс передачи низкоскоростного сигнала. Однако возникающие в результате сосредоточенного механического воздействия нарушения структуры витков кабеля начинают сказываться при работе на частотах в десятки мегагерц и выше и неизбежно приводят к существенному ухудшению параметров вилки и разъема в целом.
Самым радикальным и эффективным выходом из сложившейся ситуации является отказ от классического механизма фиксации и его замена на более щадящий в отношении структуры витков метод распределенной фиксации. Благодаря возможности заметного улучшения характеристик готового изделия в целом этот принцип пользуется большой популярностью при разработке элементной базы высокоскоростных СКС. На практике в серийно выпускаемой продукции находят применение несколько основных разновидностей решений этой группы.
Наиболее эффективно схема распределенной фиксации реализуется в случае использования корпусов в исполнении short body (типовая длина 17 мм против 23 мм у вилок традиционной конструкции) и заливки области фиксации пластмассой в процессе формирования хвостовика — для предохранения кабеля от изгиба с недопустимо малым радиусом в области ввода в корпус вилки. В качестве примера таких изделий можно сослаться на продукцию компании АМР и многочисленную группу производителей из стран Юго-Восточной Азии. Применение хвостовика литой конструкции при наличии у производителя соответствующего оборудования не лишено смысла также в вилках с длинным корпусом (long body), хотя из-за технологических сложностей встречается на практике существенно реже. В качестве примера внедрения этой схемы сошлемся на некоторые типы шнуров Категории 6 системы Classix компании RiT Technologies. В остальных конструкциях распределенная фиксация выполняется без заливки, исключительно механическими средствами.
При изготовлении экранированных шнуров функции фиксирующего элемента кабеля естественно возложить на специальный круговой фиксатор. Он является прямым продолжением экрана корпуса вилки и осуществляет также его гальваническое подключение к экрану кабеля в соответствии с европейской директивой по электромагнитной совместимости — конструкции компании Reichle & De-Massari.
Металлический круговой фиксатор кабеля вполне может быть применен в вилках с коротким корпусом. Так, в вилках высокопроизводительных разъемов компании AMP в качестве замены заливного хвостовика использован металлический тонкостенный кожух с концевой трубкой, через которую проходит кабель. Фиксация обеспечивается методом кримпирования кожуха на кабель и вилку. Технология интересна тем, что для минимизации производственных издержек она без каких-либо изменений употребляется при изготовлении как экранированных, так и неэкранированных шнуров.
И, наконец, в вилках компании Brand-Rex распределенная механическая фиксация кабеля достигается за счет длинного хвостовика — интегральной составной части корпуса, выполненной как его продолжение.
В связи с существенным ужесточением требований к параметрам кабельных трактов с диапазоном рабочих частот 100—250 МГц, применение хотя бы одного из перечисленных выше решений может служить характерным признаком элементной базы Категории 6.
Увеличение расстояния между отдельными цепями передачи сигналов
Разводка витых пар кабеля в модульном разъеме чаще всего выполняется в соответствии со схемами 568А и 568В, которые отличаются друг от друга только номерами пар, подключаемыми к контактам 1, 2, 3 и 6 вилки и розетки разъема. С точки зрения достижения требуемого уровня переходных влияний, схемы этой серии имеют принципиальный недостаток: проводники пары, соответствующей контактам 4-5, охватываются проводниками пары контактов 3—6. При такой структуре вследствие наличия заметной емкостной связи между отдельными проводниками возникает значительная наводка, что сопровождается увеличением мощности переходной помехи. Результаты инструментального контроля свидетельствуют о том, что величина параметра NEXT, измеренного между этими парами, оказывается минимум на 3-5 дБ ниже по сравнению со значением для других комбинаций пар. А как известно, напряженность электромагнитного поля быстро падает по мере удаления от генерирующего его источника. Разработчики разъемов широко пользуются данной закономерностью: для увеличения параметра NEXT непосредственно в области расположения рабочих контактов вилки размещают каналы для укладки проводников терминируемого кабеля в разных плоскостях, т. е. там, где подавление переходной помехи за счет скрутки невозможно из-за плоского параллельного расположения отдельных проводников. При использовании такого приема в первую очередь осуществляется разнесение наиболее сильно влияющих друг на друга проводников двух центральных пар, заводимых на контакты 4-5 и 3—6 вилки. Наиболее часто это реализуется путем подъема проводников контактов 3 и 6 над плоскостью расположения проводников остальных пар. По данной конструктивной схеме изготавливаются, например, вилки шнуров СКС System 6 компании Siemon.
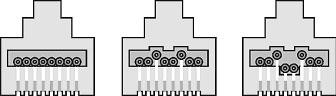
Рисунок 2. Схемы расположения отдельных проводников витых пар в области кон- тактов:
а) традиционная плоская структура; б) двухуровневая схема; в) трехуровневая схема.
Дальнейшее естественное развитие идеи максимизации расстояния между влияющими парами контактов 3—6 и 4-5 нашло свое практическое воплощение в вилках американской компании Steward. В изделиях Категории 6 серии 39 этого производителя направляющие каналы технологической вставки для проводников контактов 3—6 смещены относительно плоскости расположения проводников контактов 1-2 и 7—8 в сторону фиксирующей защелки. Проводники контактов 4-5 смещены примерно на такую же величину, но в противоположном направлении, т. е. фактически реализована трехплоскостная схема расположения развитых участков проводников (см. Рисунок 2в).
Оконечные шнуры на рабочем месте и в техническом помещении, т. е. шнуры, один из концов которых подключается непосредственно к сетевому оборудованию, согласно действующим стандартам формально не входят в состав СКС. С учетом этого обстоятельства некоторые производители СКС, активно работающие на рынке стран Центральной Европы, предлагают своим пользователям двухпарные шнуры, где отдельные проводники кабелей подключены к контактам 1-2 и 7—8 вилок модульных разъемов. Такой подход позволяет передавать по трактам из медножильных кабелей, сигналы сетевых интерфейсов АТМ со скоростью 622 Мбит/с с требуемым качеством, так как в классическом модульном разъеме только эта комбинация пар обеспечивает необходимое значение параметра NEXT. Данный принцип реализует схему максимального разнесения влияющих цепей передачи сигнала в одной плоскости, однако его применение нарушает свойство универсальности элементной базы. По указанной причине решение получило только ограниченное региональное распространение.
Принцип пространственного разнесения влияющих цепей для подавления переходной помехи может быть применен не только к линейным проводникам, но и к оконцевателям. В серийной продукции он реализован в вилках шнуров типа D8GS из состава продукта GigaSPEED Категории 6, входящего в СКС SYSTIMAX. В этих изделиях оконцеватели разбиты на две одинаковые группы, каждая из них размещена в верхней и нижней частях хвостовика увеличенной высоты. Из-за такой конструктивной особенности токоведущие шины для передачи сигнала от оконцевателя к рабочим контактам имеют характерную Г-образную форму.
Изменение конструкции рабочих контактов
Рабочий контакт вилки классической конструкции, взаимодействующий с соответствующим контактом розетки, выполнен в виде плоской пластины довольно большой площади, имеющей близкую к трапециевидной форму. Это не способствует достижению хороших параметров по переходным влияниям на высоких частотах. Выбор именно такой формы обусловлен, в частности, стремлением разработчиков к реализации соединения контактных элементов вилки и розетки по принципу контактной шины. Другим немаловажным обстоятельством была необходимость достижения требуемой механической прочности контакта, так как вторая сторона его пластины содержит IDC-элемент, непосредственно взаимодействующий с проводниками витых пар.
В большинстве случаев взаимодействие контактов вилки и розетки происходит в точке, что, однако, не мешает достижению требуемых стандартами значений параметров переходного сопротивления, вносимого затухания, обратного отражения и т. д. С учетом этого обстоятельства и с целью улучшения параметра NEXT в вилках разъемов Категории 6 компании Reichle & De-Massari рабочая часть контакта полностью переработана. Во-первых, пластинчатый элемент заменен на плоский ленточный. Во-вторых, длина плоской рабочей части контакта сокращена приблизительно до 1 мм. Фактически разработчик предельно минимизировал габариты влияющих цепей, чем добился значительного снижения уровня переходной помехи.
Применение внутренних экранирующих элементов
Из-за сравнительно небольших габаритов вилки использование в ее конструкции внутренних экранирующих элементов сопряжено со значительными технологическими сложностями и поэтому достаточно редко встречается в серийных компонентах. Росту популярности применения внутренних экранов не способствует также заметно более широкое распространение неэкранированных СКС, поскольку в случае реализации проводки на основе кабеля UTP эффективность применения внутренних экранов существенно снижается.
Наиболее естественны с точки зрения исполнения внутреннего экрана его реализация в форме сепаратора и установка многоуровневой технологической вставки с Х-образным поперечным сечением. Именно по такому пути пошли разработчики вилок Категории 6 для СКС Classix компании RiT Technologies. Отличительная особенность рассматриваемой вставки — наличие в ней штатных компонентов обеспечения гальванической связи с экранирующими покровами кабеля и вилки
Присутствие в конструкции вилки крестообразных достаточно протяженных металлических сепараторов, выполняющих функции внутреннего экрана и отделяющих друг от друга отдельные витые пары, является характерным признаком компонентов, рассчитанных для работы на частотах 600 МГц и выше. Это обусловлено тем, что современный уровень развития техники позволяет реализовать кабельные тракты данного частотного диапазона только на экранированной элементной базе. В интересующей нас области такое решение находит применение только в разъемах GG-45 компании Alcatel, перед разработчиками которой заказчик изначально поставил задачу обеспечения обратной совместимости с классическими модульными разъемами.
Еще одно необычное решение было использовано в вилках созданного еще в конце 90-х гг. прошлого века разъема Категории 7 компании АМР. В этом изделии полная обратная совместимость с элементной базой более низких категорий для соединения оконцевателей витых пар с рабочими контактами достигается благодаря встроенной в корпус многослойной печатной плате. Отдельные токоведущие проводники платы со всех сторон окружены заземленным экраном. Фактически они выполнены по принципу коаксиального кабеля, обеспечивающего, как известно, очень высокую эффективность защиты от внешнего электромагнитного излучения. Это свойство позволяет получить в собранном разъеме по всем парам характеристики переходного затухания, соответствующего требованиям Категории 7. К сожалению, высокая технологическая сложность изготовления подобных изделий закрыла им путь на массовый рынок, и, несмотря на очень хорошие технические параметры, работа над ними не продвинулась дальше уровня опытных образцов.
Заключение
Изложенный выше материал позволяет констатировать следующее.
- Пполучения соответствующих параметров по переходным помехам вилки модульных разъемов Категорий 5е и 6 нуждаются в существенном изменении конструкции по сравнению со своими низкоскоростными аналогами.
- В широкую инженерную практику внедрено большое число самых разнообразных решений, применение которых позволяет получить характеристики NEXT, отвечающие требованиям последних редакций стандартов в отношении элементной базы Категории 5е и 6 по всем комбинациям пар без изменения форм-фактора готового изделия и с поддерживанием свойства обратной совместимости с розетками разъемов категорий с меньшими номерами. Выбор конкретного решения определяется в первую очередь опытом инженерного персонала центров развития и технологическими возможностями оборудования производственного предприятия.
- Современный уровень техники не позволяет обеспечить эффективность применения разъемов модульного типа в составе кабельных трактов Категории 7.
- Наиболее популярным средством достижения заданных значений переходного затухания в серийно выпускаемой продукции является максимально полное сохранение структуры витых пар терминируемого кабеля, что обеспечивается прежде всего сокращением до 3-5 мм длины развивки фабричной скрутки проводников.
Андрей Семенов — директор центра развития «Ай-Ти СКС». С ним можно связаться по адресу: Asemenov@it.ru.
Статья опубликована с разрешения журнала
![]()
20.02.2004 LAN,
#02/2004г
